Excessive vibration in rotating machinery can cause unacceptable levels of noise and, more importantly, substantially reduce the life of shaft bearings. Hence, the ideal would be to remove all causes of vibration and run the unit totally "smooth". Unfortunately, in practice, the ideal cannot be achieved and, whatever one does, some inherent cause of vibration, or unbalance, will remain.
The best one can do is to reduce this unbalance to a level that will not adversely effect the bearing life and will reduce noise levels to an acceptable level. The process of reducing the out-of-balance forces that cause vibration in rotating machinery is called "Balancing". The unbalance is caused by an effective displacement of the mass centre line from the true axis caused by some mass eccentricity in the unit.

The process of "Balancing" is the removal or addition of weight to the unit such that this effective mass centre line approaches the true axis. A multitude of books and papers has been written about this complex subject and, as such, the following is intended to be no more than a brief outline to the balancing of rotating components. Where balancing grades or levels are referred to here, and in subsequent sections, they are referenced to ISO1940.
The simplest form of, "Static", balance involves placing the unit on low friction bearings and allowing it to rotate and "settle" with the "heaviest" point falling to the bottom. Material is then removed from this point (or added at the top point) and the unit gently rotated until, when stopping, the new "heavy" point again falls to the bottom. This process is then repeated until no obvious "heavy" point seems to exist.
Advancing this one stage further, the unit can be mounted on a purpose built "Balancing Machine" which has its bearings connected to sensors (displacement or acceleration type depending on the design of the machine) which detect the "heavy" point, in relation to a datum on the unit, whilst it is being rotated. This increases the sensitivity and, hence, the accuracy of the balance. If one considers correction at a single position along the length of the unit, the balance is said to be "Single-Plane".
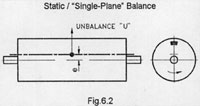
If the unit being balanced is very short in relation to it’s diameter Single-Plane Balance will, normally, be very acceptable. However, if the unit has any appreciable length, correction at a single plane, say in the centre of the unit, will probably give a dangerously false correction. If you consider a shaft with two flanged ends, it is quite likely that the major unbalance will arise in the two flanges, probably caused by the inherent concentricity machining errors. The two "heavy" points may fall in precisely the same angular position but, more likely, they will not and, thus, the displacement of the mass centre lines from the true axis will be a different orientation in both ends, as will the size of this displacement. If the unit is now being balanced by the Static or Single-Plane method, as it can easily be, the overall effect would appear to be correct on the Balancing Machine but, in operation, since no account has been taken of the vibration between the two ends, a "Force Couple" will exist which will again introduce vibration in the two machinery shafts.
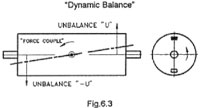
To overcome this problem, a "Multi-Plane" or "Dynamic Balance" must be performed. In this case the balancing machine will have both sets of bearing pedestals connected to sensors and the unbalance at the two planes can be independently identified and, thus, corrected. By the use of electronics and computer control, the actual correction planes can be at any convenient position along the length of the unit relative to the running bearings and, in the case of very long units, more than two planes can be considered, although this is rarely an advantage unless the unit is to run at speeds above its lateral critical speed ("Super-Critical").
For units which will operate well below their lateral critical or "whirl" speed and which are considered "stable" with regard to the speed of operation (a category into which all but the longest flexible couplings fall), there is no necessity for the balance operation to be performed at the actual running speed. Because Balance Grade, whether it be specified as Q0.6 or 4W/N for example, considers operational speed when the calculation of the actual permitted physical amount of out-of-balance is made, balance at a speed much below the operational speed will result in the same final level of balance.
If the unit is to run "Super-Critical" then the actual characteristics of the unit, after passing through the critical speed, may well be different to those below it, hence, such units should be balanced at running speed.
A final complication arises if a unit is to operate at speed close to its critical lateral frequency. In this case there may be some finite movement of, say, to shaft section of a coupling and, hence, it becomes important to balance such a unit at the final running speed. In addition, if this unit is to be subject to multi-speed operation, such as might occur in a two speed motor driving a fan, then balance must be performed at both speeds with a compromise between the two unbalanced forces being made.
It should be appreciated that however close to the ideal the coupling is balanced on the balancing machine, this will change when mounted between driving and driven machines - albeit only slightly. As it is impossible to achieve zero unbalance, all rotating elements will have an inherent error so that, when cojoined, each element will have an influence to increase or decrease the overall balance of the train by a small amount.